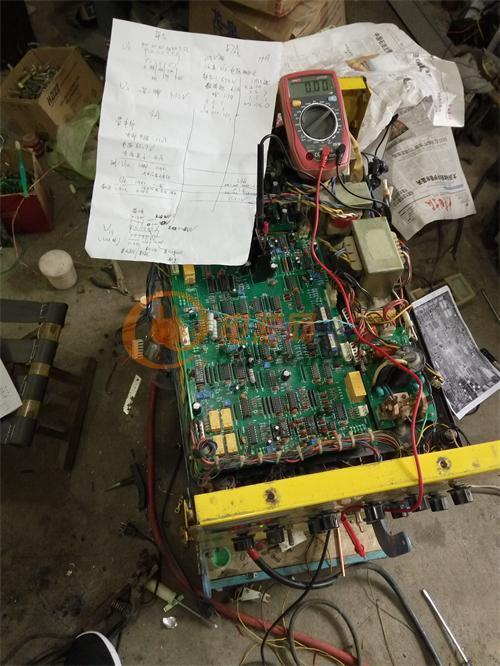
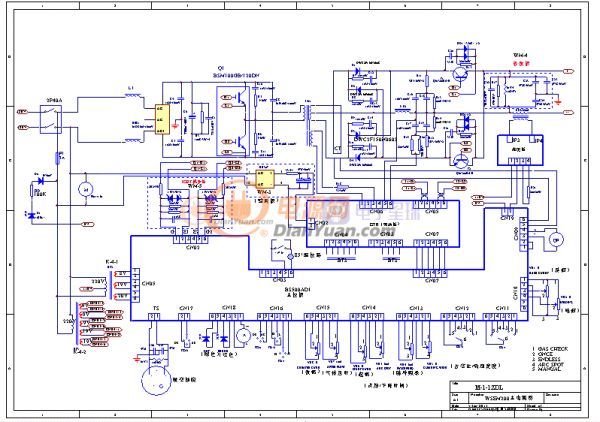
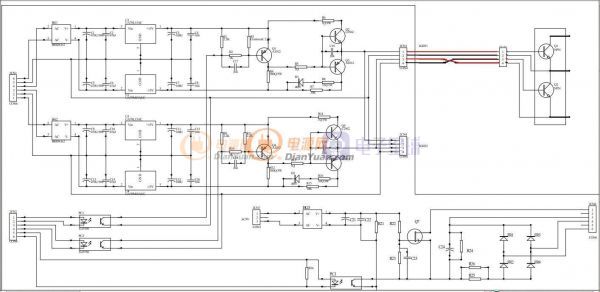
請教廣東焊王wse-315交直流氬弧焊機的二次逆變是什么模塊?今收了一臺早期焊王wse315焊機,想平時DIY焊接個鋁件,新的太貴買不起;這焊機應該是十年前的產品了,功能還是很多的,但打開后發現二次逆變的模塊被人摘了,問一下這模塊多大的?也是IGBI模塊嗎?誰有這機子的資料能否提供一下,再次萬分感激,機子雖然老,但我從網上看新焊王wsme-315的板子還跟老板的一樣呢!雖沒有模塊,但開機顯示電流就最大,且不可調,也就是不可設定電流,不能調節電流又是那個原件壞了?看到如此多的集成塊感覺無從下手,還請大蝦們幫分析下。



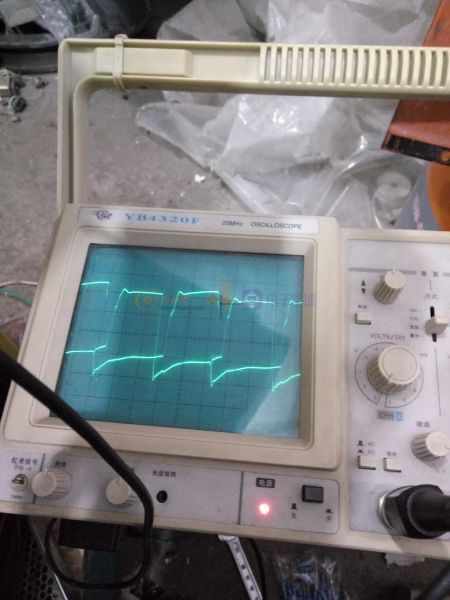
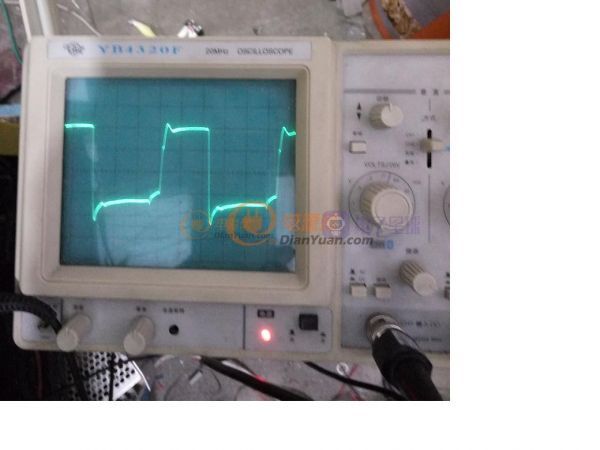
焊機在沒有二次逆變模塊的情況下我上電試了一下,電流表顯示最大,不可調,電位器及電流感應線圈連線都測了,沒問題的。我測了的一、二次逆變的驅動波形,波形如下,看波形焊機應該是工作了,感覺焊機沒啥大問題!第一張是一次逆變的驅動波形,第二張就是缺模塊的二次逆變驅動波形,另外還有一個問題高頻引弧開始時按開關沒有,開機通2--3分鐘,再按焊槍開關高頻引弧就有了,很是奇怪。

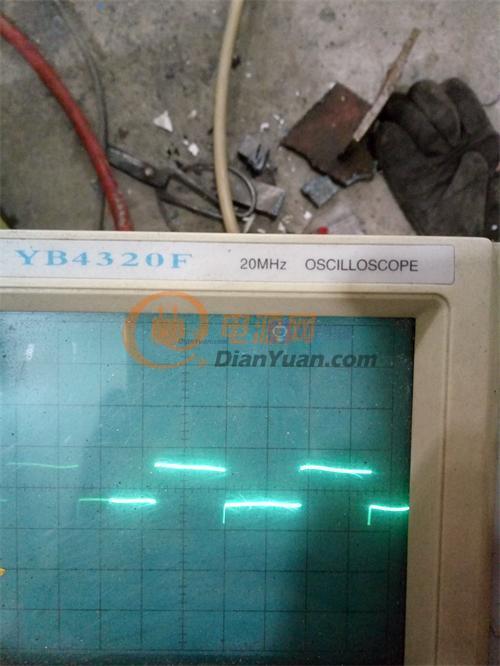
另一臂波形,沒有下面的小刺。
















 我發現這個壇子從2013后基本就沒有新帖了!發帖這么多天,竟然沒一個大蝦來指點一下!苦啊!
我發現這個壇子從2013后基本就沒有新帖了!發帖這么多天,竟然沒一個大蝦來指點一下!苦啊!

 利用自己現有的技術水平把它修好吧!
利用自己現有的技術水平把它修好吧!
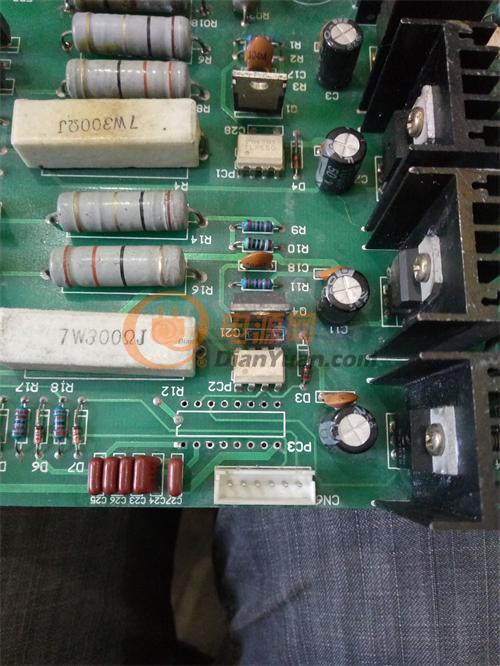


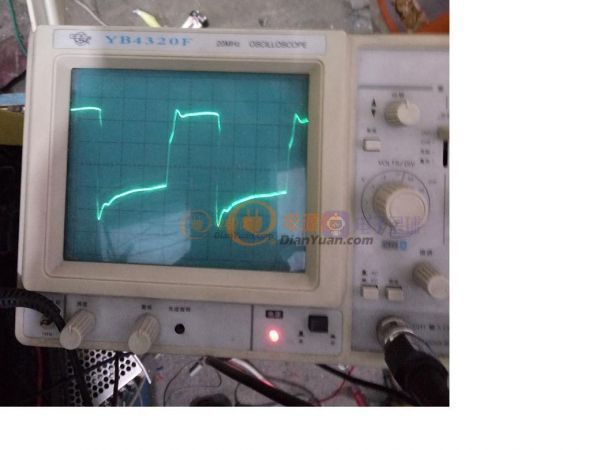
 波形很好但沒有死區,查資料好像沒死區是正常的。把焊機打到直流模式測二次逆變的截止負電壓是-19v,有些高,再測三端穩壓管LM7915,輸出就有-19v不穩壓,換個新的7915,再測-14.87v,正常了!至此主板和二次驅動板修好了,下部就是上主電380v。
波形很好但沒有死區,查資料好像沒死區是正常的。把焊機打到直流模式測二次逆變的截止負電壓是-19v,有些高,再測三端穩壓管LM7915,輸出就有-19v不穩壓,換個新的7915,再測-14.87v,正常了!至此主板和二次驅動板修好了,下部就是上主電380v。



 也是沒辦法的事,本想能有高手來指點一二的,無奈現在這個壇子太冷清了,高手也許都忙著掙錢,沒工夫上網吧!所以只能靠自己慢慢摸索了,好在不是靠這吃飯,否則一個焊機修了快倆月了還沒修好,還不得餓死!
也是沒辦法的事,本想能有高手來指點一二的,無奈現在這個壇子太冷清了,高手也許都忙著掙錢,沒工夫上網吧!所以只能靠自己慢慢摸索了,好在不是靠這吃飯,否則一個焊機修了快倆月了還沒修好,還不得餓死! 修理電器只是個人的業余愛好,
修理電器只是個人的業余愛好,