
埋弧焊維修探討
想結交維修埋弧焊機的朋友,本人喜歡了解維修埋弧焊機。
全部回復(46)
正序查看
倒序查看
@zhugang
QQ 1260831735
埋弧焊故障檢修:
故障現象是斷弧,斷弧分兩種,一種是在焊接時候斷弧。第二種是起弧時候斷弧。
檢修方法,第一先判斷斷弧現象是前者還是后者。
如果是前者,就要觀察斷弧在焊接時的狀態了,這種斷弧要以這么幾個地方需要檢查。先觀察機械部分,也就是送絲機構。方法很簡單,先把壓緊輪校直輪都松開。用手在導電嘴處下拉焊絲,感覺阻力大小。正常的情況下是很順滑的,阻力一直沒有卡死現象。如果你發現焊絲要很費力的拉出,說明送絲阻力大,要找到原因,一般都是導電嘴有臟東西,更換新的導電嘴(還有送絲輪打滑)。或者是焊絲某個位置送絲不暢找到原因解決掉。還要觀察在送絲的時候,看下,焊絲上的痕跡,如果明顯有送絲輪的咬痕,就說明阻力大。(如果你在焊接不銹鋼的時候出現斷弧問題,請減小焊接電流,我就遇見一位很暴力的焊工,4毫米的焊絲電流要達到7500至800,他還理直氣壯的說板厚怕焊不透,我無話可說。這是發牢騷)
如果送絲的機械部分沒有問題,我們就要檢查電路了。先檢查控制電纜,Z(5)D-1000,之間連接的14芯電纜MZ-1.當然不同的廠家的控制原理不同,現就威達的電源來說,檢查控制線,7號8號。這兩根是電流檢測,如果這兩根線開路或是虛接就會導致斷弧。
當然也不排除焊機電源的焊接電纜正負極接反,如果正負極接反就會導致弧壓無法反饋到小車控制扳。沒有弧壓送絲電路就不能實現高速送絲,結果就導致斷弧,所以這種可能也是有。
如果控制線和電纜沒有發現問題,我們就要檢查電源內的電流檢測板了,也叫電子干簧板。(以前的機型是直接用干簧管的,現在因干簧管有年限不穩定就改為電子的干簧管了)此板子不大有半個煙盒大小,檢查是要啟動焊接,必須有電流時觀看此板上的指示燈,在沒有焊接電流時指示燈是暗的。只在有了焊接電流后此燈才會發光指示。判定板子時先要檢查板子的供電9伏,在檢查連接分流器的電流反饋線和連接航插7號8號的連線。以上沒有問題后,就可以確定電子干簧管是否正常(有電流就亮,沒電流就是暗的)。如果指示燈在焊接有電流時沒有點亮說明此板已損壞,需更換。
電子干簧板正常,接下來我們就應該檢查小車控制板了。小車板子的檢查很簡單,我們先把焊絲從機頭內取出。然后啟動小車上的焊接按鈕,這是小車上就有空載電壓了。有空載電壓后我們要把主電源內的干簧板子上的連線(也就是連接航插7號8號連線)短接,調整弧壓電位器,觀察送絲電機的轉速。正常時,在空載電壓并短接主電源內航插上的7號8號線后,通過小車弧壓電位器調整,電機的轉速就會跟著變化,當然變化范圍不是很大。只要速度變化就說明小車控制板是好的,控制電纜是好的,如果不變化,請檢查控制板上的K2繼電器是否吸合,如果吸合說明控制板損壞,更換控制板或是維修。
后者斷弧直接檢查電子干簧管板子,一般指示燈在焊接電流時也是暗的。(更換板子)
若有不對之處請大家補充
0
回復
@zhugang
埋弧焊故障檢修:故障現象是斷弧,斷弧分兩種,一種是在焊接時候斷弧。第二種是起弧時候斷弧。檢修方法,第一先判斷斷弧現象是前者還是后者。如果是前者,就要觀察斷弧在焊接時的狀態了,這種斷弧要以這么幾個地方需要檢查。先觀察機械部分,也就是送絲機構。方法很簡單,先把壓緊輪校直輪都松開。用手在導電嘴處下拉焊絲,感覺阻力大小。正常的情況下是很順滑的,阻力一直沒有卡死現象。如果你發現焊絲要很費力的拉出,說明送絲阻力大,要找到原因,一般都是導電嘴有臟東西,更換新的導電嘴(還有送絲輪打滑)。或者是焊絲某個位置送絲不暢找到原因解決掉。還要觀察在送絲的時候,看下,焊絲上的痕跡,如果明顯有送絲輪的咬痕,就說明阻力大。(如果你在焊接不銹鋼的時候出現斷弧問題,請減小焊接電流,我就遇見一位很暴力的焊工,4毫米的焊絲電流要達到7500至800,他還理直氣壯的說板厚怕焊不透,我無話可說。這是發牢騷) 如果送絲的機械部分沒有問題,我們就要檢查電路了。先檢查控制電纜,Z(5)D-1000,之間連接的14芯電纜MZ-1.當然不同的廠家的控制原理不同,現就威達的電源來說,檢查控制線,7號8號。這兩根是電流檢測,如果這兩根線開路或是虛接就會導致斷弧。 當然也不排除焊機電源的焊接電纜正負極接反,如果正負極接反就會導致弧壓無法反饋到小車控制扳。沒有弧壓送絲電路就不能實現高速送絲,結果就導致斷弧,所以這種可能也是有。 如果控制線和電纜沒有發現問題,我們就要檢查電源內的電流檢測板了,也叫電子干簧板。(以前的機型是直接用干簧管的,現在因干簧管有年限不穩定就改為電子的干簧管了)此板子不大有半個煙盒大小,檢查是要啟動焊接,必須有電流時觀看此板上的指示燈,在沒有焊接電流時指示燈是暗的。只在有了焊接電流后此燈才會發光指示。判定板子時先要檢查板子的供電9伏,在檢查連接分流器的電流反饋線和連接航插7號8號的連線。以上沒有問題后,就可以確定電子干簧管是否正常(有電流就亮,沒電流就是暗的)。如果指示燈在焊接有電流時沒有點亮說明此板已損壞,需更換。 電子干簧板正常,接下來我們就應該檢查小車控制板了。小車板子的檢查很簡單,我們先把焊絲從機頭內取出。然后啟動小車上的焊接按鈕,這是小車上就有空載電壓了。有空載電壓后我們要把主電源內的干簧板子上的連線(也就是連接航插7號8號連線)短接,調整弧壓電位器,觀察送絲電機的轉速。正常時,在空載電壓并短接主電源內航插上的7號8號線后,通過小車弧壓電位器調整,電機的轉速就會跟著變化,當然變化范圍不是很大。只要速度變化就說明小車控制板是好的,控制電纜是好的,如果不變化,請檢查控制板上的K2繼電器是否吸合,如果吸合說明控制板損壞,更換控制板或是維修。 后者斷弧直接檢查電子干簧管板子,一般指示燈在焊接電流時也是暗的。(更換板子) 若有不對之處請大家補充

0
回復

@小徒工
QQ285798881經常維修開元的師傅能給份威達的說明書么清晰點的謝謝[圖片]
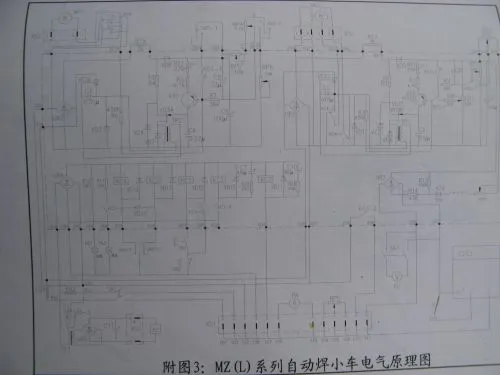
Kz-1箱控制原理:
由弧焊電源為小車控制系統提供控制電源,經總控開關SA1 送入直流調速控制電路
板,分別驅動送絲電機和行走電機工作。其原理參見附圖3,附圖4 為控制系統電氣接
線圖。
本焊機送絲及行走控制線路基本一致,均采用單相全波晶閘管整流調速線路,UR1、
UR2 的輸入電壓為AC110V,其直流輸出電壓為110V。VZ2、VZ4 的電壓為+12V 穩壓波形,
在VD5、VD8 后則為+12V(C5、C9 濾波)。
控制電壓由交流27V 經UR4 整流為直流24V 而成。
手動進絲時,按SA2-2,KC5 動作,V33 通過RT1、R2、R8 及RP1 形成基極回路從
而向C2 充電,再通過VU32、TP1 產生脈沖信號觸發VT37,從而驅動電機;而退絲時,按SA2-1,KC4、KC5 同時動作,KC4 控制電機正反轉。調整RP1 的分壓,可改變手動進
退絲的速度。
按SB1,KC1 動作,KC1-3 自鎖保持啟動,KC1-1、KC1-2 解除對V35、V33 的封鎖,
此時V33 通過RT1、R2、R9、RP2 形成基極回路,從而對C2 充電,再通過VR32、TP1 觸
發VT37,從而得到慢送絲,慢送絲速度由RP2 調節的分壓決定;KC1-4 閉合,帶動KC3
動作,KC3-1 閉合,焊接指示燈亮,KC3-2 閉合,遠控啟動弧焊電源,焊接開始。當引
燃電弧后,弧焊電源內的電流繼電器動作,從而帶動KC2 動作。此時V33 通過RT1、R2、
RP3 形成基極及驅動電路,送絲速度由RP3 分壓決定,而RP3 的給定電壓是由U3 即焊
接電壓整流分壓而得。因此,當焊接電壓變化時送絲速度相應改變,從而自動調節電弧
電壓(注:RP1、RP2 為出廠值,用戶請勿自行調節)。
焊接完畢時,按SB2,KC1、KC4 同時動作,送絲和行走停止,而KC3 延時動作,電
弧返燒,防止粘絲并填補弧坑。
0
回復
@zhugang
埋弧焊故障檢修:故障現象是斷弧,斷弧分兩種,一種是在焊接時候斷弧。第二種是起弧時候斷弧。檢修方法,第一先判斷斷弧現象是前者還是后者。如果是前者,就要觀察斷弧在焊接時的狀態了,這種斷弧要以這么幾個地方需要檢查。先觀察機械部分,也就是送絲機構。方法很簡單,先把壓緊輪校直輪都松開。用手在導電嘴處下拉焊絲,感覺阻力大小。正常的情況下是很順滑的,阻力一直沒有卡死現象。如果你發現焊絲要很費力的拉出,說明送絲阻力大,要找到原因,一般都是導電嘴有臟東西,更換新的導電嘴(還有送絲輪打滑)。或者是焊絲某個位置送絲不暢找到原因解決掉。還要觀察在送絲的時候,看下,焊絲上的痕跡,如果明顯有送絲輪的咬痕,就說明阻力大。(如果你在焊接不銹鋼的時候出現斷弧問題,請減小焊接電流,我就遇見一位很暴力的焊工,4毫米的焊絲電流要達到7500至800,他還理直氣壯的說板厚怕焊不透,我無話可說。這是發牢騷) 如果送絲的機械部分沒有問題,我們就要檢查電路了。先檢查控制電纜,Z(5)D-1000,之間連接的14芯電纜MZ-1.當然不同的廠家的控制原理不同,現就威達的電源來說,檢查控制線,7號8號。這兩根是電流檢測,如果這兩根線開路或是虛接就會導致斷弧。 當然也不排除焊機電源的焊接電纜正負極接反,如果正負極接反就會導致弧壓無法反饋到小車控制扳。沒有弧壓送絲電路就不能實現高速送絲,結果就導致斷弧,所以這種可能也是有。 如果控制線和電纜沒有發現問題,我們就要檢查電源內的電流檢測板了,也叫電子干簧板。(以前的機型是直接用干簧管的,現在因干簧管有年限不穩定就改為電子的干簧管了)此板子不大有半個煙盒大小,檢查是要啟動焊接,必須有電流時觀看此板上的指示燈,在沒有焊接電流時指示燈是暗的。只在有了焊接電流后此燈才會發光指示。判定板子時先要檢查板子的供電9伏,在檢查連接分流器的電流反饋線和連接航插7號8號的連線。以上沒有問題后,就可以確定電子干簧管是否正常(有電流就亮,沒電流就是暗的)。如果指示燈在焊接有電流時沒有點亮說明此板已損壞,需更換。 電子干簧板正常,接下來我們就應該檢查小車控制板了。小車板子的檢查很簡單,我們先把焊絲從機頭內取出。然后啟動小車上的焊接按鈕,這是小車上就有空載電壓了。有空載電壓后我們要把主電源內的干簧板子上的連線(也就是連接航插7號8號連線)短接,調整弧壓電位器,觀察送絲電機的轉速。正常時,在空載電壓并短接主電源內航插上的7號8號線后,通過小車弧壓電位器調整,電機的轉速就會跟著變化,當然變化范圍不是很大。只要速度變化就說明小車控制板是好的,控制電纜是好的,如果不變化,請檢查控制板上的K2繼電器是否吸合,如果吸合說明控制板損壞,更換控制板或是維修。 后者斷弧直接檢查電子干簧管板子,一般指示燈在焊接電流時也是暗的。(更換板子) 若有不對之處請大家補充
0
回復

@zhugang
Kz-1箱控制原理:由弧焊電源為小車控制系統提供控制電源,經總控開關SA1送入直流調速控制電路板,分別驅動送絲電機和行走電機工作。其原理參見附圖3,附圖4為控制系統電氣接線圖。本焊機送絲及行走控制線路基本一致,均采用單相全波晶閘管整流調速線路,UR1、UR2的輸入電壓為AC110V,其直流輸出電壓為110V。VZ2、VZ4的電壓為+12V穩壓波形,在VD5、VD8后則為+12V(C5、C9濾波)。控制電壓由交流27V經UR4整流為直流24V而成。手動進絲時,按SA2-2,KC5動作,V33通過RT1、R2、R8及RP1形成基極回路從而向C2充電,再通過VU32、TP1產生脈沖信號觸發VT37,從而驅動電機;而退絲時,按SA2-1,KC4、KC5同時動作,KC4控制電機正反轉。調整RP1的分壓,可改變手動進退絲的速度。按SB1,KC1動作,KC1-3自鎖保持啟動,KC1-1、KC1-2解除對V35、V33的封鎖,此時V33通過RT1、R2、R9、RP2形成基極回路,從而對C2充電,再通過VR32、TP1觸發VT37,從而得到慢送絲,慢送絲速度由RP2調節的分壓決定;KC1-4閉合,帶動KC3動作,KC3-1閉合,焊接指示燈亮,KC3-2閉合,遠控啟動弧焊電源,焊接開始。當引燃電弧后,弧焊電源內的電流繼電器動作,從而帶動KC2動作。此時V33通過RT1、R2、RP3形成基極及驅動電路,送絲速度由RP3分壓決定,而RP3的給定電壓是由U3即焊接電壓整流分壓而得。因此,當焊接電壓變化時送絲速度相應改變,從而自動調節電弧電壓(注:RP1、RP2為出廠值,用戶請勿自行調節)。焊接完畢時,按SB2,KC1、KC4同時動作,送絲和行走停止,而KC3延時動作,電弧返燒,防止粘絲并填補弧坑。
謝謝您!學習中 0
回復
 詳細的很了
詳細的很了
@evanliuyu1
新手手求助各位大俠,看看可憐的主機板吧誰有威達1250主機小車電路原理圖電路板無空載電壓,此板子剛從太原返廠維修回來,插上后無空載電壓電路板上方一個電阻發燙,紅圈標注,什么原因?可氣的是返廠沒有修好竟然發過來了![圖片]
這個板子是很久以前用過一段時間,不過LM337, 317不穩定。建議換大板子吧,這個板子和大板子的區別就是板子上的供電,你這個板子是337,317.大板子是7815,7915.如果想自己維修可以在網上了解下337穩壓電路原理就會維修了,如果做模擬焊接就要接外圍電路了。有問題請聯系QQ。
如果沒有空載電壓說明兩個問題:1是軟啟動沒有分離,導致主板比較器不能反轉輸出。
2主板是壞的。
0
回復
@zhugang
這個板子是很久以前用過一段時間,不過LM337,317不穩定。建議換大板子吧,這個板子和大板子的區別就是板子上的供電,你這個板子是337,317.大板子是7815,7915.如果想自己維修可以在網上了解下337穩壓電路原理就會維修了,如果做模擬焊接就要接外圍電路了。有問題請聯系QQ。 如果沒有空載電壓說明兩個問題:1是軟啟動沒有分離,導致主板比較器不能反轉輸出。 2主板是壞的。
郁悶,自己新手想學習維修自動焊這么難,上網搜不到威達電路原理圖,維修手冊也沒有,維修手冊附圖2 3 沒有,而且kz1控制原理講述的也與電路板不符,自己比對過
0
回復
@zhugang
埋弧焊故障檢修:故障現象是斷弧,斷弧分兩種,一種是在焊接時候斷弧。第二種是起弧時候斷弧。檢修方法,第一先判斷斷弧現象是前者還是后者。如果是前者,就要觀察斷弧在焊接時的狀態了,這種斷弧要以這么幾個地方需要檢查。先觀察機械部分,也就是送絲機構。方法很簡單,先把壓緊輪校直輪都松開。用手在導電嘴處下拉焊絲,感覺阻力大小。正常的情況下是很順滑的,阻力一直沒有卡死現象。如果你發現焊絲要很費力的拉出,說明送絲阻力大,要找到原因,一般都是導電嘴有臟東西,更換新的導電嘴(還有送絲輪打滑)。或者是焊絲某個位置送絲不暢找到原因解決掉。還要觀察在送絲的時候,看下,焊絲上的痕跡,如果明顯有送絲輪的咬痕,就說明阻力大。(如果你在焊接不銹鋼的時候出現斷弧問題,請減小焊接電流,我就遇見一位很暴力的焊工,4毫米的焊絲電流要達到7500至800,他還理直氣壯的說板厚怕焊不透,我無話可說。這是發牢騷) 如果送絲的機械部分沒有問題,我們就要檢查電路了。先檢查控制電纜,Z(5)D-1000,之間連接的14芯電纜MZ-1.當然不同的廠家的控制原理不同,現就威達的電源來說,檢查控制線,7號8號。這兩根是電流檢測,如果這兩根線開路或是虛接就會導致斷弧。 當然也不排除焊機電源的焊接電纜正負極接反,如果正負極接反就會導致弧壓無法反饋到小車控制扳。沒有弧壓送絲電路就不能實現高速送絲,結果就導致斷弧,所以這種可能也是有。 如果控制線和電纜沒有發現問題,我們就要檢查電源內的電流檢測板了,也叫電子干簧板。(以前的機型是直接用干簧管的,現在因干簧管有年限不穩定就改為電子的干簧管了)此板子不大有半個煙盒大小,檢查是要啟動焊接,必須有電流時觀看此板上的指示燈,在沒有焊接電流時指示燈是暗的。只在有了焊接電流后此燈才會發光指示。判定板子時先要檢查板子的供電9伏,在檢查連接分流器的電流反饋線和連接航插7號8號的連線。以上沒有問題后,就可以確定電子干簧管是否正常(有電流就亮,沒電流就是暗的)。如果指示燈在焊接有電流時沒有點亮說明此板已損壞,需更換。 電子干簧板正常,接下來我們就應該檢查小車控制板了。小車板子的檢查很簡單,我們先把焊絲從機頭內取出。然后啟動小車上的焊接按鈕,這是小車上就有空載電壓了。有空載電壓后我們要把主電源內的干簧板子上的連線(也就是連接航插7號8號連線)短接,調整弧壓電位器,觀察送絲電機的轉速。正常時,在空載電壓并短接主電源內航插上的7號8號線后,通過小車弧壓電位器調整,電機的轉速就會跟著變化,當然變化范圍不是很大。只要速度變化就說明小車控制板是好的,控制電纜是好的,如果不變化,請檢查控制板上的K2繼電器是否吸合,如果吸合說明控制板損壞,更換控制板或是維修。 后者斷弧直接檢查電子干簧管板子,一般指示燈在焊接電流時也是暗的。(更換板子) 若有不對之處請大家補充
小弟今天碰到一焊研威達埋弧焊,啟動送絲,送絲電機轉的不是那么平穩(感覺不是勻速在轉動),使用大電流電壓,焊接還是沒問題,但以使用小電壓電流焊接一會就會斷弧(電壓30左右,電流300左右有時焊接有10cm就出現,快斷弧之前送絲機會突然加速轉動,接著焊絲粘到工件就斷弧了),是怎么回事呢,zhugang老師該如何解決??非常感謝!!
0
回復
